parametri tecnici
| Articolo | 0,38 mm | 0,76 mm |
| Requisiti di aspetto |
| Aspetto | Pellicola trasparente acromica o giallastra con superficie livellata senza graffi o pieghe |
| 1.2 Impurità e vesciche a forma di A |
| <0,5 mm | Consentito di esistere in modo dispersivo |
| >0.5mm一1.5mm | Non più di 8 per ogni rotolo | Non più di 5 per ogni rotolo |
| Contrassegnali e aggiungi 1 m in ogni punto. |
| 2. Dimensione geometrica | | |
| 2.1Spessore (mm) | 0,38 ± 0,015 | 0,76 ± 0,02 |
| 2.2Uniformità | La deviazione dello spessore trasversale entro una distanza di 25 mm ~ E non supera i 15 um;
La deviazione dello spessore trasversale entro una distanza di 50 mm ~ E non supera i 20 um |
| 2.3 Tolleranza di lunghezza (m) | Non inferiore alla lunghezza indicata |
| 2.4 Tolleranza di larghezza (mm) | 0—20 |
| contenuto 3.Moisture ( % ) | 0.35 一 0.55 |
| resistenza 4.Tensile (MPa) | ≥20 |
| 5. Allungamento alla rottura ( % ) | ≥200 |
| rapporto 6. Haze ( % ) | ≤0,6 |
| 7. Percentuale di restringimento (60~C / 15 minuti)( % ) | ≤8 |
Ulteriori osservazioni:
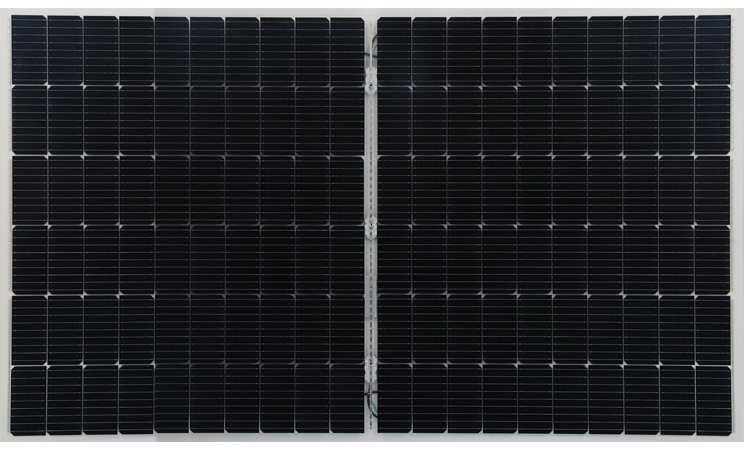
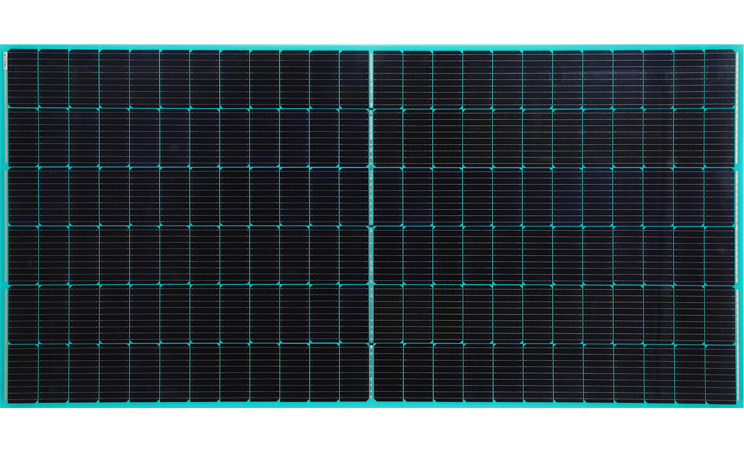
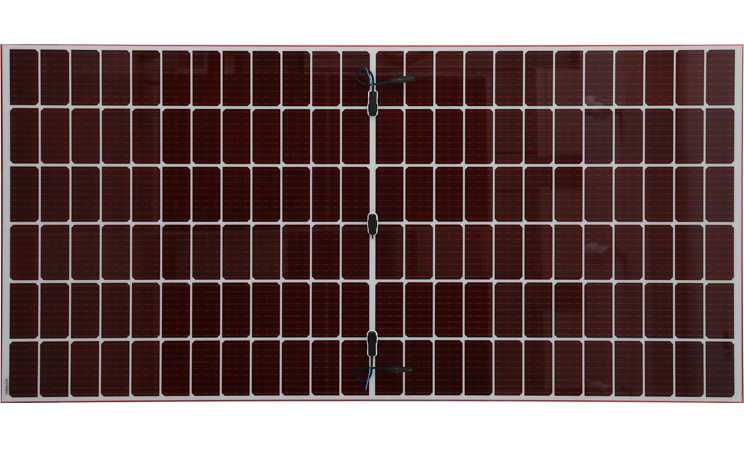
Il vetro stratificato di diversa utilizzazione ha diversi spessori di film intermedio.
Usa il processo
Taglio, pulitura e lavorazione del vetro
L'incisione del lato originale deve essere appropriata nel taglio per fornire un soddisfacente effetto di pelatura del bordo. La dimensione deve essere precisa senza differenze superiori a 2 mm per evitare che si producano bolle a causa di bordi irregolari. Il bordo del vetro tagliato deve essere molato, quindi pulito con una rondella per fogli. La superficie del vetro pulita non deve presentare sporco oleoso residuo o altre impurità. L'ultima fase di pulizia deve utilizzare acqua addolcita per evitare che si produca scarto a causa della bassa forza di adesione. Il vetro pulito deve essere asciugato e posto per essere raffreddato a temperatura ambiente prima dell'uso.
Tecnica di elaborazione
L'ambiente di lavorazione deve avere una temperatura di 20—25 ℃ e un'umidità del 25% (18 - 23% per i vetri delle automobili) e deve essere completamente chiuso e pulito senza polvere. I lavoratori devono indossare indumenti antistatici. Prima della fusione, la pellicola PVB deve essere conservata per 24 ore nell'ambiente della sala di fusione. Nella fusione, la pellicola viene stesa sul vetro e levigata per essere fusa con il vetro, con un margine di rifilatura controllato di circa 2-3 mm. I lavoratori devono prendere rigorose precauzioni contro la sovrapposizione dei film e, durante la rifilatura, devono evitare rigorosamente di tirare i film per causare il ritiro della colla. Non usare mai direttamente la mano per tenere il vetro o la pellicola per produrre impronte digitali che possono causare vesciche e guasti adesivi.
Processo di precaricamento tramite vuoto
Telescopio il vetro unito nel sacchetto sottovuoto o nell'anello di gomma sottovuoto, estrazione a freddo per 2-15 minuti, iniziare a riscaldare a 95 ℃ -105 ℃ e tenere premuto per 20-45 minuti, raffreddare a 60 ℃ prima di rimuovere il sacchetto sottovuoto o l'anello di gomma sottovuoto per completare il precarico . Mantenere una tenuta al vuoto superiore a 650 mmHg durante l'intero processo di precaricamento e adottare rigorose precauzioni contro le perdite d'aria per evitare che l'effetto di precaricamento venga influenzato e si producano bolle nei prodotti finiti.
Processo di metodo di laminazione
Metti il vetro unito sul preformatore per entrare nella prima compressione di rotolamento, quindi mettilo nel termostato e inizia la seconda compressione di rotolamento, scarico, bordo di tenuta per finire questo corso. Dopo l'uscita dal secondo rullo, si suppone che la circonferenza del vetro abbia un anello completo di striscia trasparente per sigillare il bordo per evitare che il gas in autoclave ritorni a produrre bolle. Altre posizioni possono avere un'opacità uniformemente dispersa. La fessura del primo rullo di gomma deve essere di circa 1,5 mm inferiore allo spessore integrale del vetro e la pressione deve essere di 0,4—0,5 Mpa. La fessura del secondo rullo di gomma deve essere di circa 2 mm più piccola dello spessore integrale del vetro e la pressione deve essere di 0,4-0,7 Mpa. La temperatura della superficie del vetro quando passa sotto il primo rullo di gomma deve essere rigorosamente controllata come 20℃-40℃ per evitare che una temperatura troppo elevata provochi una sigillatura troppo precoce dei bordi e impedisca lo sfiato del gas interno; la temperatura della superficie del vetro quando il vetro esce dal secondo rullo di gomma deve essere rigorosamente controllata come 50℃-68℃. La temperatura della superficie del vetro deve essere strettamente controllata per evitare temperature troppo alte o troppo basse. Per produrre, gli operatori devono preparare in anticipo il vetro necessario e la pellicola conforme alle specifiche del vetro per produrre il più continuamente possibile, per evitare che fluttuazioni di temperatura troppo violente nel termostato dovute a lunghi intervalli rendano impossibile il controllo accurato della temperatura della superficie del vetro, influenzando così il precarico effetto e provocando vesciche nei prodotti finiti.
Processo di produzione del prodotto finito con alta pressione
Posizionare verticalmente sulla staffa il vetro precaricato e dotato di sfiato dell'aria, con una luce del vetro maggiore di 5 mm. Dopo che il vetro è stato messo in autoclave, sigillare la porta, quindi prima riscaldare per portare la temperatura in autoclave fino a 45 ℃ e riscaldare e pressurizzare contemporaneamente. Nella prima fase, la temperatura è compresa tra 60 ℃ e 80 ℃ e la pressione è compresa tra 0,6 MPa e 0,8 MPa. Mantenere la temperatura per 40-60 minuti dopo che ha raggiunto 125 ℃ - 135 ℃ e la pressione ha raggiunto 1,10 MPa—1,25 MPa. Quindi soffermarsi e raffreddare a 40 ℃ e iniziare a decomprimere alla pressione barometrica per terminare la formazione ad alta pressione. La temperatura di riscaldamento, pressurizzazione e decompressione deve essere strettamente controllata per evitare bolle nel vetro stratificato.